






产品分类 更多>>



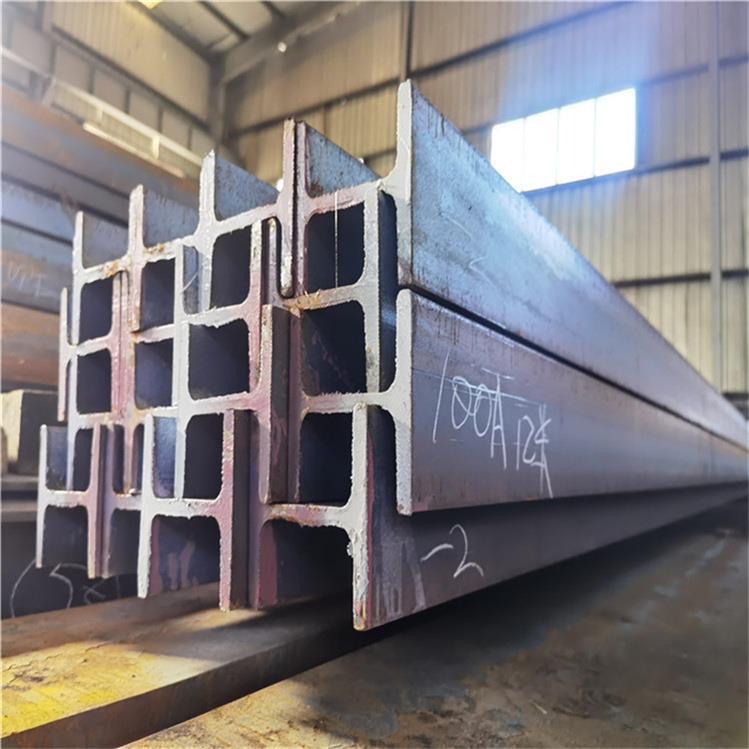
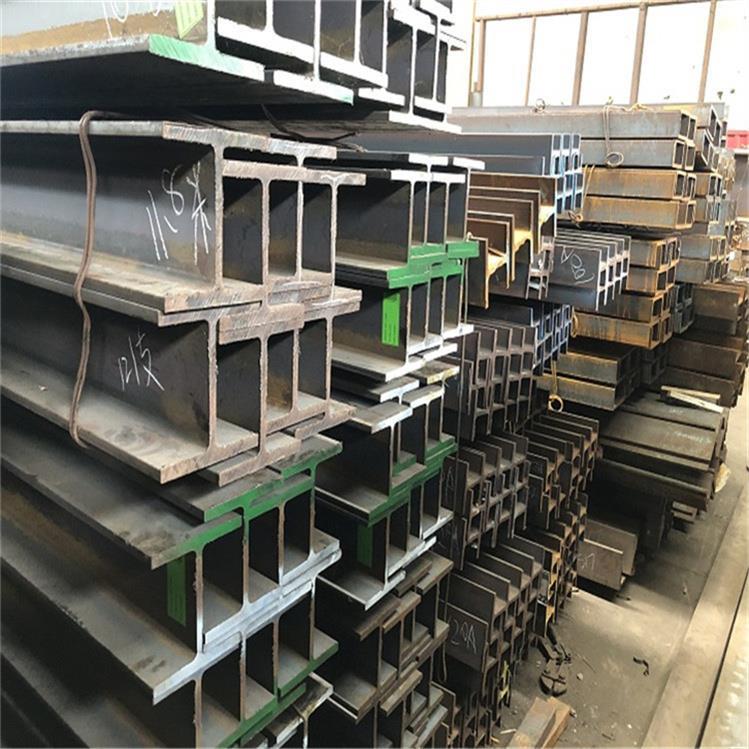
英标H型钢材料:
在实际生产中,采用目测、电磁感应探伤和超声波探伤等方式检验连铸小方坯的质量;加热一般采用步进式加热炉加热。加热的要求是氧化脱碳少、钢坯不发生扭曲、不产生过热过烧等。现代化的高速线材轧机坯料大且长,这就要求加热温度均匀、温度波动范围小。轧制线材的断面比较单一,因此轧机专业化程度较高。由于坯料到成品,总延伸较大,因此轧机架数较多,一般为21~28架,分为粗、中、精轧机组。目前高速线材轧机成品出口速度已达1m/s以上。精整由于现代线材轧制速度较高,轧制中温降较小甚至是升温轧制,因此线材精轧后的温度很高,为保证产品质量,要进行散卷控制冷却。根据产品用途有珠光体控制冷却和马氏体控制冷却。其生产工艺流程如下:钢坯运入→成批称重→入库存放→炉前上料→钢坯质量检查→单根称重→加热→粗轧→切头尾→中轧→预精轧(轧间水冷)→切头尾→精轧(轧间水冷)→穿水冷却→吐丝成圈→散卷冷却→集卷→切头尾→压紧打捆→称重挂牌→卸卷→入库。
一、UB686*254*125英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢在正常暴露在大气中的情况下,裸露的钢在大气腐蚀的初几个月形成一种紧密的保护性氧化膜。有时建筑师选用裸露的钢结构是因为希望得到钢表面均匀的大气氧化的外观,而有时则是为了节省涂保护层以达到经济的目的。在裸露状态下使用这些低合金度钢,设计上必 须考虑钢的表面不能长 期是潮湿的,而且还应特别注意特殊的大气环境,以保证在此条件下钢的腐蚀速率是允许的。

二、UB686*254*125英标H型钢热扎工艺手段:7、凡是减小轧辊咬入角和增大辊面对轧件摩擦系数的因素均有利于强化咬入和建立稳定轧制过程,通常采用的措施为:建筑型钢含碳量在0.04%-2.3%之间的铁碳合金。我们通常将其与铁合称为建筑型钢为了保证其韧性和塑性,含碳量一般不超过1.7%。建筑型钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。其它成分是为了使钢材性能有所区别。
四、UB标H型钢规格型号表:
钢铁冶金:从流程来看,全摇床选别所需摇床台数多,占用厂房面积大,若进行分级当选,则还需较严厉的操控分级粒度;对本矿石来说,因为磨矿粒度较细,粒度规模较小,从便利办理和操作的视点看,可选用全粒级当选流程。螺旋溜槽和强磁选抛尾流程可预先抛除产率43%以上的尾矿,为摇床下一步分选发明有利条件,一起大大削减摇床台数,两种抛尾设备运转牢靠,处理量大,可考虑运用。磁选是最合适的流程,因为该设备处理量大,仅需很少的台数就可完结很多摇床的工作量,并且操作简略,运转牢靠,目标安稳,办理便利,缺陷是设备报价高,单台设备耗电量大。
在实际生产中,采用目测、电磁感应探伤和超声波探伤等方式检验连铸小方坯的质量;加热一般采用步进式加热炉加热。加热的要求是氧化脱碳少、钢坯不发生扭曲、不产生过热过烧等。现代化的高速线材轧机坯料大且长,这就要求加热温度均匀、温度波动范围小。轧制线材的断面比较单一,因此轧机专业化程度较高。由于坯料到成品,总延伸较大,因此轧机架数较多,一般为21~28架,分为粗、中、精轧机组。目前高速线材轧机成品出口速度已达1m/s以上。精整由于现代线材轧制速度较高,轧制中温降较小甚至是升温轧制,因此线材精轧后的温度很高,为保证产品质量,要进行散卷控制冷却。根据产品用途有珠光体控制冷却和马氏体控制冷却。其生产工艺流程如下:钢坯运入→成批称重→入库存放→炉前上料→钢坯质量检查→单根称重→加热→粗轧→切头尾→中轧→预精轧(轧间水冷)→切头尾→精轧(轧间水冷)→穿水冷却→吐丝成圈→散卷冷却→集卷→切头尾→压紧打捆→称重挂牌→卸卷→入库。
一、UB686*254*125英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢在正常暴露在大气中的情况下,裸露的钢在大气腐蚀的初几个月形成一种紧密的保护性氧化膜。有时建筑师选用裸露的钢结构是因为希望得到钢表面均匀的大气氧化的外观,而有时则是为了节省涂保护层以达到经济的目的。在裸露状态下使用这些低合金度钢,设计上必 须考虑钢的表面不能长 期是潮湿的,而且还应特别注意特殊的大气环境,以保证在此条件下钢的腐蚀速率是允许的。
二、UB686*254*125英标H型钢热扎工艺手段:7、凡是减小轧辊咬入角和增大辊面对轧件摩擦系数的因素均有利于强化咬入和建立稳定轧制过程,通常采用的措施为:建筑型钢含碳量在0.04%-2.3%之间的铁碳合金。我们通常将其与铁合称为建筑型钢为了保证其韧性和塑性,含碳量一般不超过1.7%。建筑型钢的主要元素除铁、碳外,还有硅、锰、硫、磷等。其它成分是为了使钢材性能有所区别。
四、UB标H型钢规格型号表:
钢铁冶金:从流程来看,全摇床选别所需摇床台数多,占用厂房面积大,若进行分级当选,则还需较严厉的操控分级粒度;对本矿石来说,因为磨矿粒度较细,粒度规模较小,从便利办理和操作的视点看,可选用全粒级当选流程。螺旋溜槽和强磁选抛尾流程可预先抛除产率43%以上的尾矿,为摇床下一步分选发明有利条件,一起大大削减摇床台数,两种抛尾设备运转牢靠,处理量大,可考虑运用。磁选是最合适的流程,因为该设备处理量大,仅需很少的台数就可完结很多摇床的工作量,并且操作简略,运转牢靠,目标安稳,办理便利,缺陷是设备报价高,单台设备耗电量大。





















